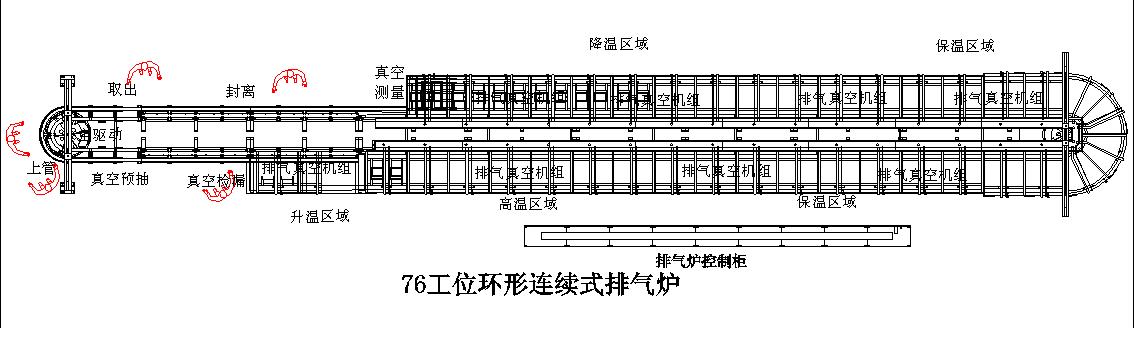
本文分析了现有全玻璃真空太阳集热管真空排气的各种方式以及各种设备系统存在的不足之处,对全玻璃真空太阳集热管环形连续排气台的运行原理、技术参数、产品性能及节能降耗等方面进行了简要介绍。 关键词环形集热管连续恒温真空 0前言 太阳能全玻璃真空集热管的夹层真空度直接影响集热管的热性能。外管和内管的夹层真空品质好坏直接影响集热管的使用寿命。集热管的夹层排气方式主要是加热整支玻璃管,然后使用真空机组把夹层的气体抽出,保证夹层的真空度,从而保证真空集热管的品质。近几年全玻璃真空太阳集热管生产基本实现了自动化、机械化和流水线生产。为此QHYG-ZDQX47/58型全玻璃真空集热管的真空排气也引进了连续的自动排气台,有效提高了全玻璃真空太阳集热管的生产效率,提高了产品质量。 1原加热和真空排气方式存在问题 目前,国内厂家用于全玻璃真空太阳集热管真空排气的工艺多数采用立式单箱体电加热的排气台(见图1),一次可以对30支~50支真空集热管进行加热和真空排气。原有的加热和真空排气方式主要存在以下几个方面的问题: 1.不能连续生产,能源浪费大。 2.单台设备无法控制加热温度和时间以及排气的真空度。 3.大规模批量生产时,需要大量的单机设备才能满足生产的需求。而过多的设备很难保证产品质量的一致性。 4.设备增加操作人员相应也增加,人员的不稳定造成产品质量不稳定。 5.过多的设备增加了产品在生产链上传输的复杂性,增加了集热管外观划伤的比率,降低产品质量,同时也大幅度增加了设备的维护难度。 图1立式排气台 针对上述问题,有关设备厂家分别开发了圆形排气台(见图2)和动车组式的排气台。此类排气台在工艺上实现了连续生产,解决了单台排气台存在的诸多问题,但也同时存在其他方面的问题,如:单个真空机组比较庞大,一个真空机组要排40支~60支真空集热管;若运行中单支玻璃管出现漏气或炸裂则影响比较大;设备体积庞大,占地面积大,随产量的增长设备成正比增加;设备安装后产量受限制,产量增加设备无法进行扩容,需要安装新设备进行扩容;复杂的传输和切换容易造成传输故障;真空机组固定在专用工装上,维修不方便。 图2圆形排气台 环形连续排气台是综合上述排气台而出现的,其主要是基于以下几个方面进行设计和实施的: 1.集中上管并锁紧,进行预抽并进行真空检漏。 2.采用电和燃气混合加热方式。 3.保温箱体要求有良好的保温性能,保温层内不要有金属短路连接,尽可能减少热损。烘箱要有足够的刚度和强度,防止和减少热变形,确保通道的有效宽度。 4.要保证足够的高温和保温区域。 5.真空机组维修方便,出现故障随时更换。 6.运行速度和温度区域可调。 7.保温箱出口真空检测不合格并报警。 8.集中进行分离下管,大幅度减少产品的传送。 9.采用PLC控制和数据监控,真空数据可以随时监控。 2QHYG-ZDQX47/58型76工位环形连续式排气台工作原理(见图3) 图3环形连续排气台工作原理 由图3可以看出,排气台主要包括台架、驱动装置、负载链条、轨道、真空机组、隧道式节能烘箱、电加热、燃气加热器、真空检测、控制系统等主要部分组成。其工作原理如下: 1.排气真空机组台车共计76台,采用侧挂式安装在轨道的传输链条上,这样便于更换和维修。传输系统做环形运行真空机同时进行预抽真空,隧道式保温箱体内的加热器进行加热。 2.在上管工位把真空集热管装到真空机组上进行预抽。在进入隧道式保温箱前进行真空检漏,并打开高阀对真空集热管进行真空,真空机组台车在运行过程中持续抽真空。同时隧道式保温箱加热系统成恒温控制状态。集热管根据工艺曲线以合适的速度在符合工艺温度的隧道保温箱里运行。既保证集热管的集热加热温度,又能保证真空度。 3.隧道式保温箱要求良好的保温性能,保温层内不要有金属短路连接,尽可能减少热损。烘箱要有足够的刚度和强度,并且考虑热态下的变形,设计制造时要防止和减少热变形,确保通道的有效宽度。 4.排气台车在抽真空过程中,循环水泵抽取循环水强制对真空机组和抽气小阀进行冷却,保证系统的正常运行。运行的电力供应靠导电轨向排气台车供应。 5.运行中出现单支集热管炸管或者漏气现象,可以关闭单支抽气小阀,从而保证不影响其他集热管的质量。 6.在隧道保温出口处安装有真空检测装置。在完成工艺时对集热管进行真空检测,数据同时传输到PLC进行数据分析。 7.在系统确认真空集热管合格后,人工对集热管进行分离,完成整个工艺过程。 8.人员重复动作,真空机组连续运行,隧道保温箱恒温。实现集热管真空排气的连续、稳定生产,达到预期设计目的。 3环形连续排气台基本技术参数 排气台的基本技术参数如下: 1.此设备能实现全玻璃真空太阳集热管及全玻璃热管真空太阳集热管真空排气的工艺流程,适用集热管规格为外径φ58mm,长度1600mm~1800mm(玻璃热管集热管)+140mm(玻璃热管冷凝端)+100mm(玻璃热管排气灌注尾管)=1840mm~2040mm(不含排气尾管)。 2.排气尾管φ10.4±0.4mm,长度120mm。 3.该排气线为立式环型生产线,由带真空系统的排气小车、隧道式节能烘箱、传输系统、控制系统等组成。 4.隧道式节能烘箱由18节炉体组成,每节炉体长2400mm。烘箱要求良好的保温性能,除外框架处,保温层内不要有金属连接,尽可能减少热损。 5.使用燃气加热器和电加热混合加热。系统正常运转时,集热管从常温升温到450℃需要25分钟,保温需20分钟,降温需10分钟。炉内高温度550℃,沿集热管高度方向,从外圆头以上,温度差≤50℃。高温区480℃时对应外表面与环境温度差值小于30℃。 6.烘箱要在保证内在质量的前提下,同时保证外型的平整、整齐、美观。烘箱设计要考虑维修方便,更换加热器方便。 7.在线真空台车76台,备用维修车10台,合计86台。台车由车体、真空系统(扩散泵,直联式机械泵等)、供水、电系统组成,并有炸管保护装置。 8.单相电考虑平衡,小车总数按3组分相。 9.每台车可装集热管14支,分两排,集热管间距不小于90mm。工位头在台面上,循环冷却水可靠冷却。 10.排气小车安装爆缩阀,炉内炸管时真空系统自动密封,不影响其他集热管正常排气。 11.安装防护支杆,要求炉内炸管时不损害炉体及其他集热管。 12.控制系统由温度控制、传输控制及保护控制等组成。由PLC实现总体控制。 13.每节炉体配置热电偶及温度控制器等。各烘箱加热器可以实现独立起停控制。各控制点的温度可以单独设定,测量点的温度变化≤±10℃。 14.主要调节参数应有数字显示。关键点要有完善的保护措施,声光报警可靠。 15.有进、回水的环型水槽,均由不锈钢制造,并设有水位监控器。 16.小车运行平稳,无抖动现象,真空管破损率小于2‰,设计产能每小时870支,连续式传输,传输速度可调。 4技术创新分析 全玻璃真空太阳集热管环形连续排气台的技术创新主要有以下几个方面: 1.采用简单的椭圆形环形结构及上下双轨道侧挂式排气台车链条传动设计,解决了集热管在运行中晃动造成排气小嘴折断集热管破裂的问题。 2.隧道式保温箱采用良好的保温材料,保温层内避免金属短路连接,尽可能减少热损。高温区480℃时对应外表面与环境温度差值小于30℃。 3.真空排气台车采用3L直连泵和150L的油扩散泵,集热管布局分两列14支排列的方式进行真空排气布局。这样保证了在运行的工艺时间里能达到工艺规定的真空度,还能保证所有的集热管真空度保持一致。 4.排气台车采用侧挂式活动安装,在单个台车出现故障的时候,把故障台车直接卸下,把预热好的备用台车安转上就可以正常工作。这样不会因为单个台车出现故障而停产检修或者减产。大化地发挥设备的效能。 5.每个台车和排气小阀安装机械式防爆阀和漏气保护,在运行过程中出现单支集热管炸管或者漏气现象可以关闭单支抽气小阀,从而保证不会影响其他集热管的质量。 6.椭圆环形设计占地较小,架台模块化结构。在产量不能满足要求的情况下不需要对设备做大的改动,只要在原设备上增加架台和保温箱适当增长排气台就可以增加产量。很小的投资就可以解决。 7.PLC控制自动运行,系统采用PLC自动控制实现一键启动自动运行和多点检测、报警技术,使设备完全实现了自动化,确保设备安全、可靠、稳定地运行。 5设备的环保节能效益 目前该环形连续排气台日排气18000支~20000支全玻璃真空集热管玻璃管,年产600万支太阳能集热管。 环形连续排气台采用燃气和电混合作为加热动力,驱动和真空机组采用电作为动力。真空机组始终处于工作状态使集热管可实现连续排气,并能保证集热管的真空度。 原来排气方式每次进行封离的时候都要把保温箱抬起进行降温,造成热能的大量流失,而且操作人员的工作环境比较恶劣。再次进行排气的时候还要从很低的温度进行加热,浪费大量的能源。环形排气台采用智能温控仪加电力调整器控制加热,在进出口处增加风幕机防止冷风进入和热能流出保温箱。隧道式保温箱始终处于恒温状态,这样既能保证工艺温度,又不浪费能源。 人员比较:环形排气台日产20000支集热管需要操作人员5名,而采用单台立式排气台进行排气至少需要15名操作人员,这样则可节约10名操作人员。 由此可见,采用QHYG-ZDQX47/58型全玻璃真空太阳集热管环形连续排气台,真正实现了连续生产工艺运行平稳,具有明显的节能效益和经济效益。 6结论 QHYG-ZDQX47/58型全玻璃真空太阳集热管环形连续排气台的成功开发,解决了现有全玻璃真空集热管真空排气系统存在的诸多问题,具有结构简单,运行可靠,维修方便、性能优良,产品质量稳定等特点,并具有明显的节能效益和经济效益。







![[客服]](http://www.tyn31.com/wp-content/themes/msl888/index/pa.gif)